座机:023-8171-1888
手机:136-9646-4666
邮箱:cqhshdpe@163.com
网址:www.cqhuangsheng.com
地址:重庆市万盛经开区平山产业园区平山大道3号
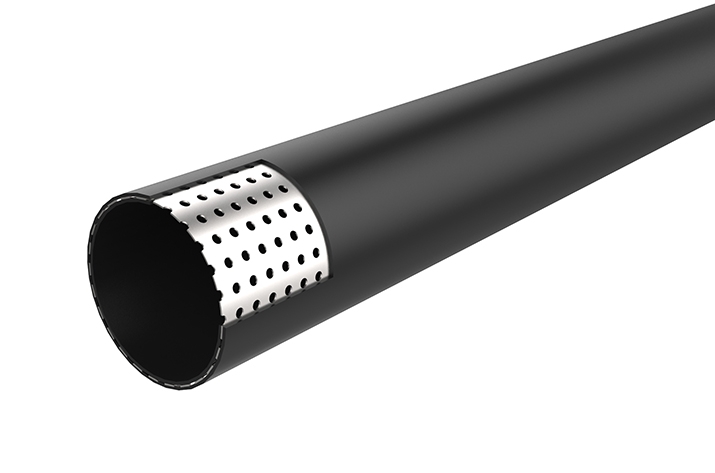
内肋加强管的焊接是一项工作。如果做不好,不仅会浪费资源,还会导致工作效率返工和重新开始,浪费财政资源。因此,应努力确保聚乙烯复合管的焊接质量。清除氧化层时,整个外围应刮平,覆盖所有方面,不允许泄漏。刮削长度比气缸插口深度大30毫米。管件内壁也要清洗干净,小口径管件要洒水擦洗,大口径管件可以刮掉。因为管件内壁有铜质效果,要用手刮,不能用电磨处理。使用电动研磨时,应使用柔软的研磨件,以避免铜线外露。
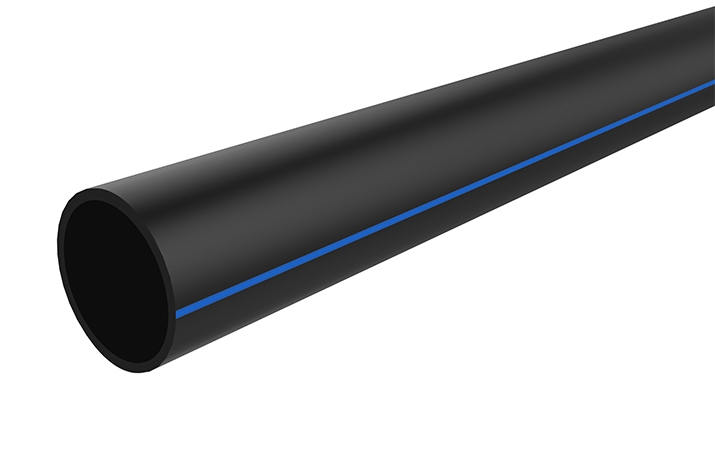
内肋加强管因其良好的性能在许多建筑领域得到了广泛应用。在施工过程中,或多或少会遇到一些意想不到的问题。例如,当我们连接复合管时,我们会遇到许多问题,但当我们提前掌握这些问题时,就不足为奇了。接下来,我们将了解复合管对接过程中容易出现的问题:
1.两端端面错位
当管道不是圆形时,钢丝网骨架复合管与管件的直径偏差等。,调整管道的安装方向或焊接机机架上的夹紧螺栓以避免上述现象。
2.焊接翻边太大
由于对接压力或吸热压力过大,吸热时间过长,必然会出现上述现象。
3.焊接翻边太小
之所以会出现上述现象,是因为对接压力太小或没有施加阻力,吸热时间太短。
4.焊接翻边形状扁平。
由于加热板温度过低或钢丝骨架复合管对接压力过高,容易出现上述现象。
5.用手触摸铣出的端面。
焊接前有意或无意地接触铣削端面,导致端面污染和脆性断裂。
6.取下加热板时损坏端面。
在拉出加热板的过程中,会损坏端面,从而影响连接强度并可能导致泄漏。